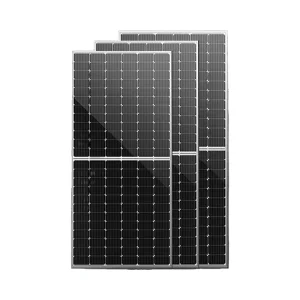
High-efficiency components engineered for large-scale energy demands.

As a premier solar power system supplier based in Hangzhou, China, Hangzhou Smart Energy Co., Ltd. has established itself as an authoritative leader in the renewable energy sector. With decades of collective experience, our engineering teams specialize in the design, manufacturing, and integration of robust industrial solar applications.
We don't just supply products; we provide Turnkey Energy Solutions. From 500kW industrial microgrids to high-efficiency residential arrays, our commitment to E-E-A-T principles ensures that every module, inverter, and battery system meets rigorous international standards (ISO, CE, TUV).
Analyzing the shift towards large-scale photovoltaic integration in the 2024-2030 era.
The global industrial sector is currently undergoing a massive "Green Transformation." As carbon taxes rise and corporate ESG (Environmental, Social, and Governance) mandates become stricter, the demand for Industrial Solar Applications has pivoted from a luxury to a logistical necessity. Today, industrial solar is no longer just about rooftop panels; it is about intelligent energy management, massive storage capacities, and grid independence.
The industry is rapidly shifting from P-type to N-type (TOPCon/HJT) cells. Brands like Jinko (Tiger Neo) and Longi are pushing efficiencies beyond 22.5%, allowing industrial plants to generate more power within the same footprint.
Battery Energy Storage Systems (BESS) are now standard. Industrial applications now require high-voltage LiFePO4 lithium-ion systems to stabilize heavy machinery loads and manage peak shaving effectively.
For large ground-mounted industrial stations, bifacial panels (double glass) are the gold standard, capturing reflected light from the ground to increase total yield by up to 15-25%.
Where high-capacity PV systems are making the biggest impact today.
International EPC (Engineering, Procurement, and Construction) contractors and industrial developers are increasingly looking for single-source suppliers. The demand is shifting away from piecemeal component buying toward Complete Kit Procurement.
In markets like the Middle East, Southeast Asia, and Africa, the focus is on Durability and Heat Resistance. In Europe and North America, the focus is on Grid-Tie Intelligence and aesthetic integration (like flexible modules for curved industrial roofs).
We understand that a 500kW system in the Brazilian rainforest requires different protection levels (IP67/IP68) than a 500kW system in the Saudi desert. Our localized approach involves customizing the balance-of-system (BOS) components, including specialized mounting structures and high-temperature lithium-ion battery chemistry.
The strategic advantage of direct manufacturing and Tier-1 brand partnerships.
We leverage direct partnerships with Jinko, Longi, and Trina. This allows us to provide authentic, top-tier panels at factory-direct pricing, integrated into our custom system designs.
Unlike trading companies, our Hangzhou facility houses an engineering team that can simulate energy yields and design 3D layouts for your specific industrial site.
Being in the heart of China's tech hub, we can source and ship specialized components (like Solis or hybrid inverters) faster and more cost-effectively than local suppliers in other regions.
Every system undergoes a rigorous factory acceptance test (FAT) before dispatch. We provide full documentation for lithium battery safety (UN38.3) and solar module performance (EL test reports).
As the world moves toward smart cities, our R&D department is focusing on Hybrid Photovoltaic Storage Systems. These systems combine solar, wind, and battery energy to create a 100% resilient power source. For industrial clients, this means the ability to run 24/7 without ever touching the traditional grid.
Our 500kW and 1MW outdoor lithium systems are designed for high voltage and 3-phase stability, ensuring that even the most sensitive industrial equipment is protected from voltage fluctuations.
Scalable energy solutions for every application size.